Solicitar precio
SLM 3D printer
AddSol D250
- Printing technology
Selective laser meltingPrinciple of operation
Selective laser melting is a metal additive manufacturing process in which the material is melted in a pre-formed layer. The scanning device fuses metal powder particles with a laser, bonding them together and growing the product layer by layer.
Advanced Optics
Now the optical system allows us to achieve uniform heat distribution over the entire area of the laser spot. As a result, we obtain products with less porosity and lower internal stresses due to the uniform fusion of metal powder. In addition, the scanning device has the ability to move along the Y axis, which means we can change the diameter of the laser beam from 60 to 120 microns.
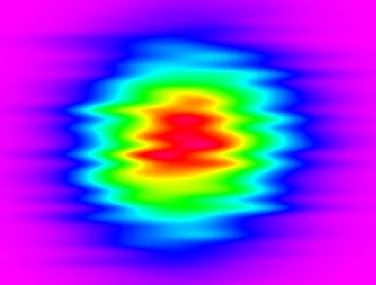
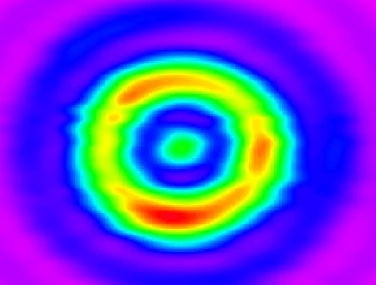
The increased energy efficiency of laser fusion is achieved through a special optical element that converts a standard Gaussian beam of laser radiation (with a peak at the center of the beam) into a distributed beam (with an average value at the center and with increased power around the spot ring). Due to this solution, the efficiency of energy input into metal powder increases by 20-30%.
 Available options
Available options
Hydrogen sensor
Thermal imager (ensuring control of temperature fields of material fusion)
Machine vision system (ensuring control of the uniformity of the powder layer on the construction platform)
Pre-evacuation of the chamber before the printing process
Printing materialsFe
- 316L
- 12Х18Н10Т
- 29NK
- 18Ni (Maraganing steel)
- 17-4PH
Ti
- Ti6Al4V
- VT-14
- VT-20
- Ti-48Al-2Cr-2Nb
Ni
- Inconel718
- Inconel 939
- VZh159
- Inconel 625
- EP648
Al
- AlSi10Mg
- AlSi9Cu3
Co
- CoCrMo
Cu
- BrH
- BrNHK
- BrH08
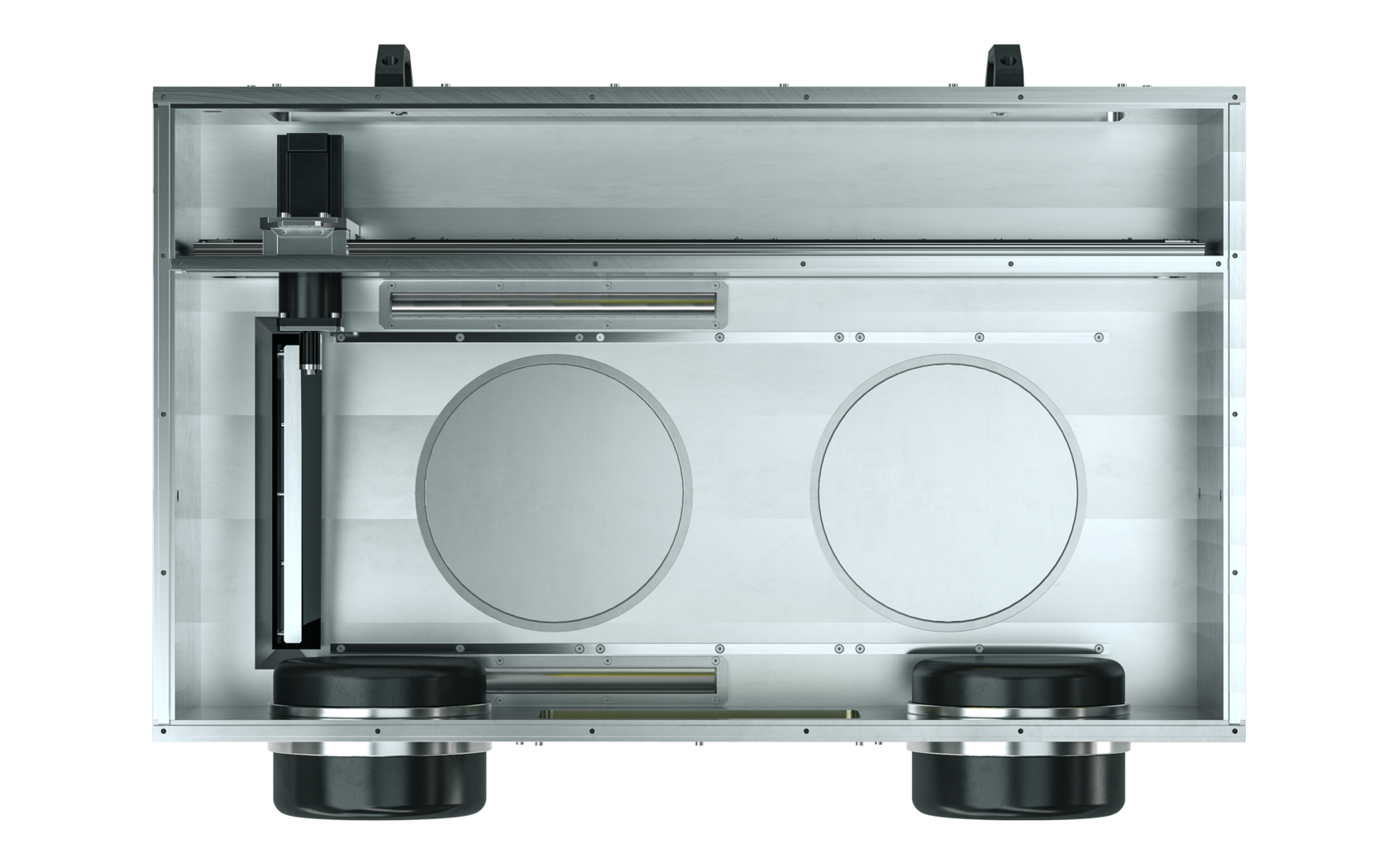
Glove boxes
Allow the operator to begin safe work with the product after printing is completed, eliminating the harmful effects of metal microparticles on the organs of vision and breathing. Glove ports are also needed to prevent titanium or aluminum powder from igniting when in contact with oxygen.
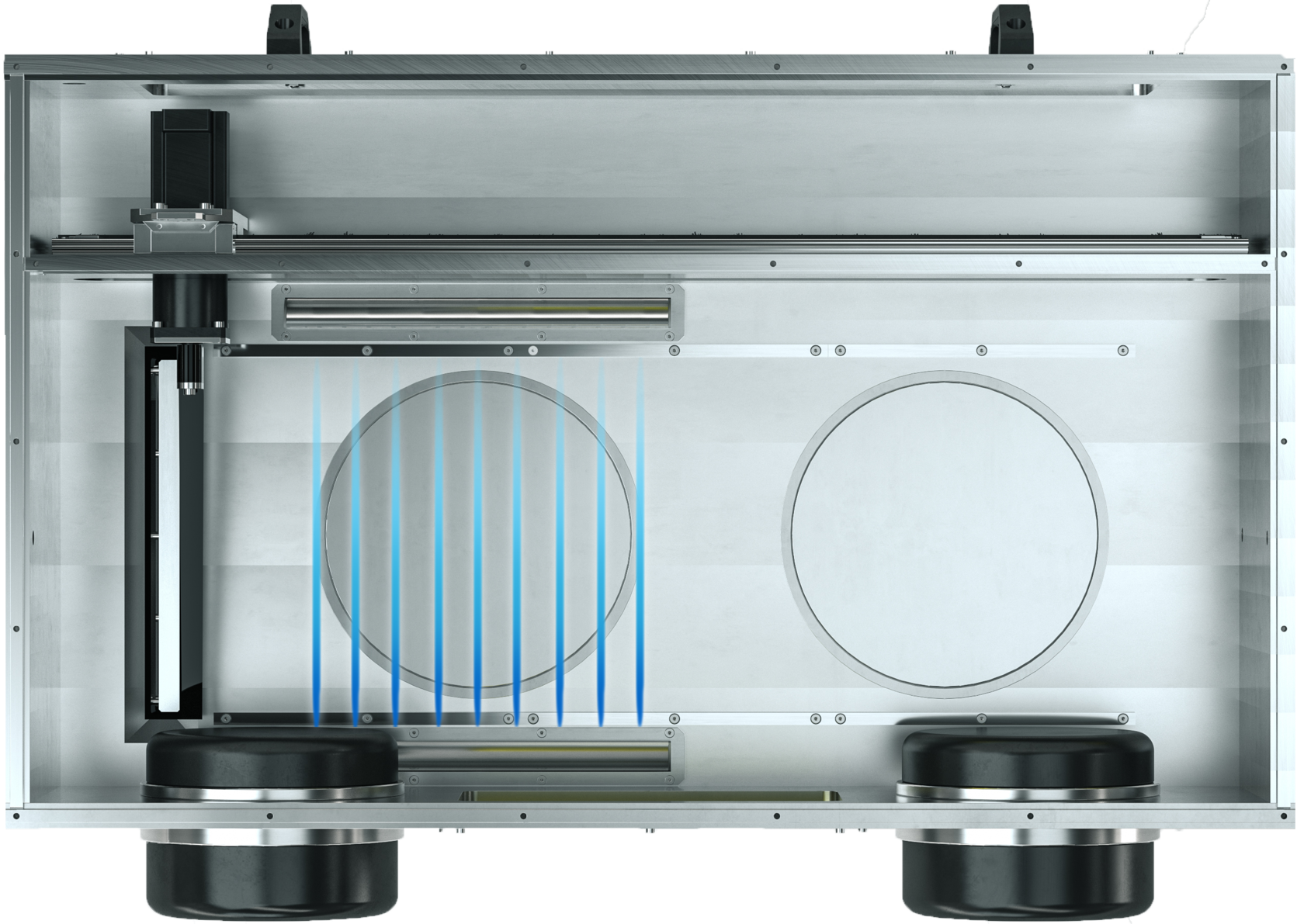
Laminar flows
Laminar flow of inert gas, ensuring the removal of unfused powder particles and combustion products from the growing zone.

Build Zone Reducer
Ideal solution for universities and enterprises that conduct research and development work with new materials when the quantity of powder is limited. The reducer is installed in the construction well and transforms the construction zone from 250 mm into an area with a diameter of 70 mm and a height of 80 mm. Installation/removal of the reducer takes up to two hours.
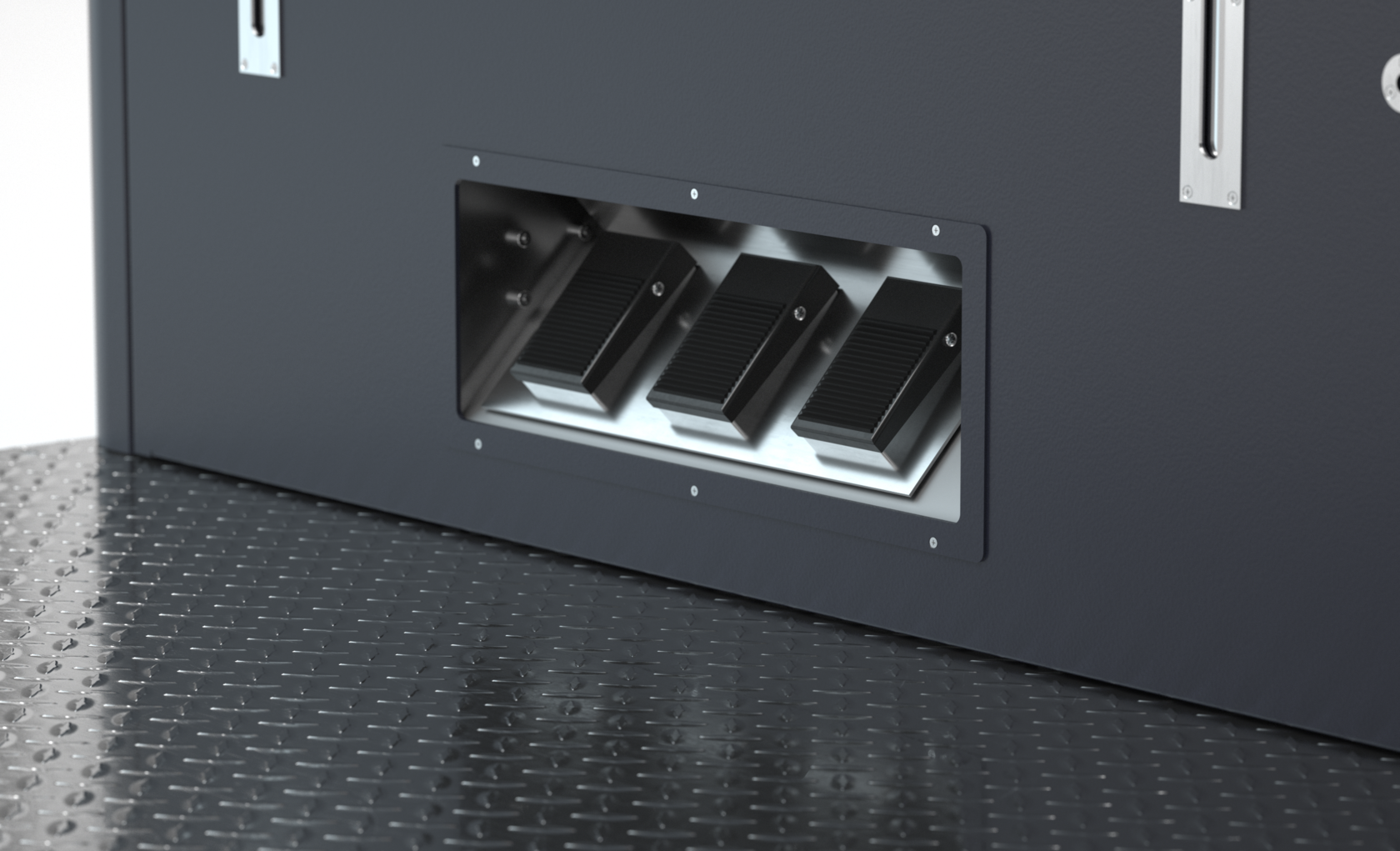
Pedal assembly
While the operator's hands are in the glove ports. The pedal assembly is designed to raise and lower the construction platform and turn on the vacuum cleaner
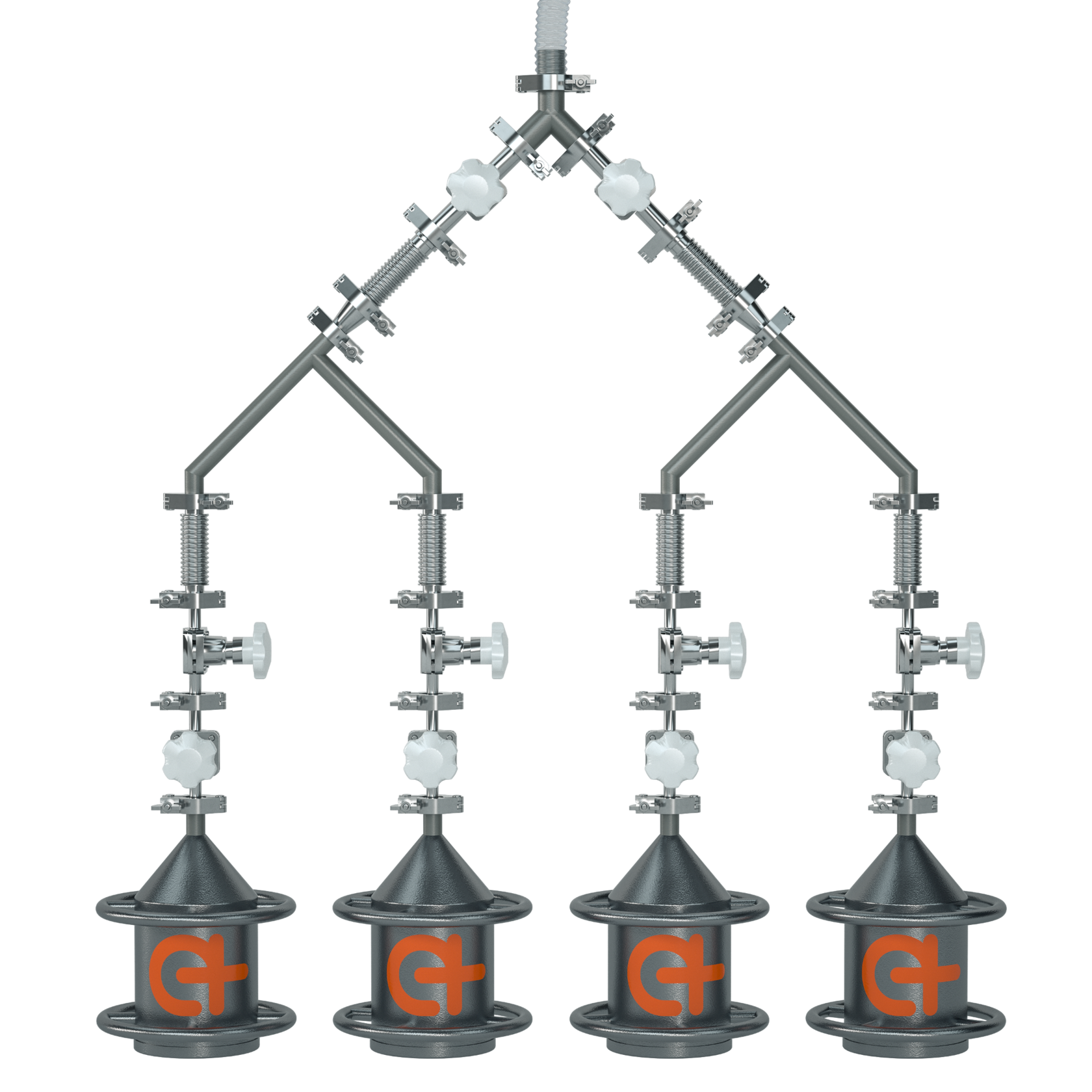
Powder bins
When developing a 3D printer, we paid special attention to ease of use. By distributing the entire volume of powder that comes from the printing process into four small bins. For convenience, circular holders are made. The filling of the bins is controlled by scales.



Model D250 Construction area Cylinder, diameter 250 and height 400 mm 3D optical configuration 400 W Laser spot diameter, µm (Gaussian laser spot distribution) 65 µm Laser spot diameter, µm (inverse Gaussian laser spot distribution) 115 µm Standard platform heating temperature, °C 200 °C Height of the poured layer, microns from 20 microns Fraction of metal powder used, microns 15-60 microns Inert atmosphere Argon/Nitrogen Power consumption parameters 5 kW Overall dimensions of the printer (LxWxH), mm 1880x1100x2400 Printer weight, kg 1300 kg
